
埋弧焊機在工作時使用電流較大,電弧的電場強度較高,因此對制作導電嘴的材料要求導電性能良好、耐磨性好以及熔點高。埋弧導電嘴對埋弧焊機器使用起到比較重要的作用。目前工廠中大量采用的紫銅或鉻鋯銅導電嘴,一般都不耐磨,而且在焊接過程中還容易粘附飛濺,堵塞焊嘴,或是焊絲與導電嘴發生粘結,造成導電嘴報廢,在一些重要的場合,常因導電嘴容易磨損,頻繁更換而影響焊接質量,降低生產效率。
氣保焊在一級焊縫的焊接過程中,需要是使用鎢銅高耐磨導電嘴來實現自動化以及不停機的操作,以提高焊縫質量以及焊工的勞動生產率。鎢銅導電嘴在鋼絲,環保焊絲的大電流(比如280A以上)比鉻鋯銅導電嘴耐用。

和鑠主要生產鎢銅導電嘴以及氧化鋁銅導電嘴。 在大電流的使用環境下,均比鉻鋯銅導電嘴的使用壽命要長,詳細資料請參考: 鎢銅埋弧焊導電嘴說明書。我公司自主研發的銅鎢自動埋弧焊導電嘴,厚壁鋼管自動埋弧焊導電嘴,直縫埋弧焊管導電嘴,厚壁雙面埋弧焊直縫鋼管導電嘴,JCOE直縫埋弧焊導電嘴在大型鋼管廠得到大量使用。
鎢銅與鉻鋯銅導電嘴使用壽命的比較:
|
材料 |
硬度(HRB) |
導電率(%IACS) |
焊件名稱 |
焊接件數 |
電極磨損量(MM) |
電極磨損率(mm/1000件) |
焊接開裂率(%) |
|
鎢銅 |
98 |
45 |
7.0-20 車輪觳 |
6075 |
0.3 |
0.049 |
0 |
|
鉻鋯銅 |
80 |
80 |
7.0-20 車輪觳 |
5185 |
1.178 |
0.227 |
1.7 |
和鑠金屬公司導電嘴材料與傳統銅合金軟化溫度比較:
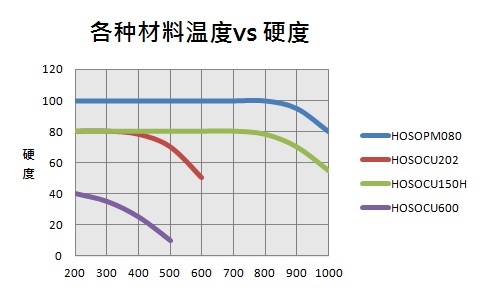
可以看出,當焊接高溫時,鉻鋯銅、紫銅、磷銅材料的導電嘴會在在500°溫度硬度下降,導致使用壽命低,也即是我們通常所說的耐磨性不好。
和鑠金屬公司在導電嘴生產中充分考慮客戶的使用成本,開發了復合材料的導電嘴。經過實際使用,可達到國外同類產品性能標準,并出口美國、加拿大、歐洲等地。
和鑠導電嘴實例:
|
賓采爾 HOSOCP080 |
埋弧焊導電嘴 HOSOCP050080 |
埋弧焊導電嘴 HOSOCP050080 |
氣保焊導電嘴 HOSOCP080 |
埋弧焊導電嘴 HOSOCP050080 |
 |
 |
 |
 |
 |
| HOSOCP050080 松下導電咀 | ||||
 |
咨詢和鑠
您想咨詢我們的產品,請完整填寫右面的表單, 我們會第一時間與您取得聯系!
如果你有什么疑問,也可以直接聯系我們






產品
企業公眾號
企業微信號